position: HOME > PRODUCTS > Tower Rod Welding Equipment
 PRODUCTS
PRODUCTS Related news
Related news
2015 Hua Fei CNC company dinner
How to choose a suitable welding positioner?
How to maintain the welding positioner?
Rescue measures for CNC cutting machine with large cutting error
How to protect a welding positioner?
How to purchase a good welding positioner?
Maintenance method of special welding chuck for positioner
How much do you know about the classification of the welding rotators?
Structure Types of Welding positioners
The 8 principles for choosing a welding positioner
Common fault problems and solutions of welding positioner



 Advantages:The high degree of automation, high welding efficiency, small footprint, convenient maintenance, and low power consumption.
Advantages:The high degree of automation, high welding efficiency, small footprint, convenient maintenance, and low power consumption.
 Scope of Application:Automatic welding of circular or polygonal communication tower poles, longitudinal seams of various slender cylinders.
Scope of Application:Automatic welding of circular or polygonal communication tower poles, longitudinal seams of various slender cylinders.
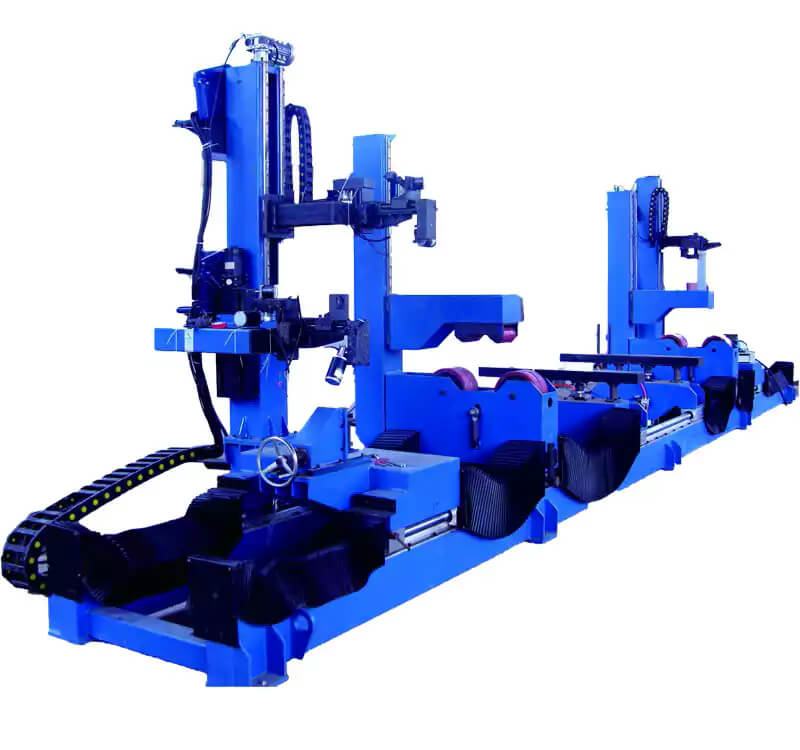
 Brief Intro:Tower rod internal longitudinal seam welding machine using the traveling roller by the workpiece carrier dragging welding speed walking.
Brief Intro:Tower rod internal longitudinal seam welding machine using the traveling roller by the workpiece carrier dragging welding speed walking.






Product Introduction:
The tower rod internal longitudinal seam welding machine using gantry walking, workpiece fixing mode; rotator walking speed adopts servo stepless speed regulation, can meet the requirements of welding speed adjustment. Welding rotator walking, welding start, or stop control is the linkage with welding power supply. Because of the tower has a certain taper, adjustable rotator using screw adjusting type, the distance between roller seats adjust through the manual screw; according to the internal longitudinal seam to adjust the spacing between the roller seats, make the longitudinal welding in the horizontal position as far as possible. The internal longitudinal seam welding machine head is equipped with a two-dimensional mechanical tracking mechanism, which can reduce the frequent adjustments due to cylinder placed errors. Equipped with a welding oscillator, swing, or not during welding. Near the machine head equipped with tv surveillance cameras, convenient welding observation.

Advantage:
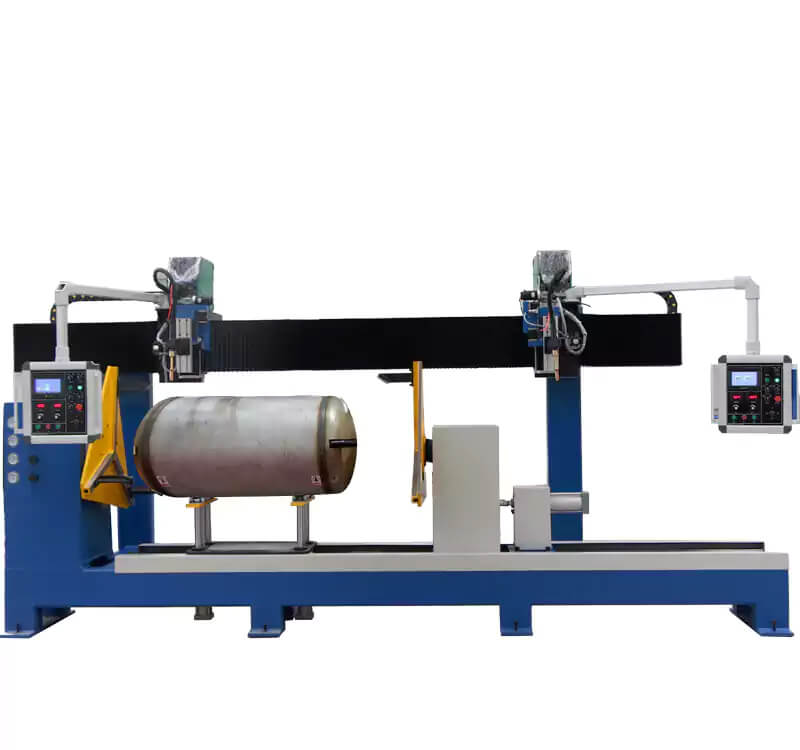
1. The outer longitudinal seam welding head is equipped with a two-dimensional mechanical tracking mechanism.
2. It can reduce frequent adjustment of the machine head due to the cylinder placement error.
3. There is a TV monitor head welding observation near the machine head.
4. Equipped with a two-dimensional mechanical tracking mechanism.
5. Equipped with a welding swing device, which can swing or not swing.
Configuration:
The inner and outer longitudinal seam welding zone is mainly composed of one or more 5035 welding operation machines, a flux recovery system, a 20t active welding rotator, and a 20t driven welding rotator.
Welding method: gas shielded welding (with a swing).
Technical Parameters:
| Plate thickness | 4-14mm |
| Longest | 12000mm |
| Diameter | 300-1400mm |
| Gap of butt weld | 1-2mm |



24-hour consultation telephone
 +86 18866411029
+86 18866411029
 global@jnhfsk.com
global@jnhfsk.com
 No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China







 Wechat inquiry
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
 Service hotline:+86 18866411029
Service hotline:+86 18866411029
 Key classification
Key classification

 Quote Online
Quote Online Tel : +86 18866411029
Tel : +86 18866411029 E-mail : global@jnhfsk.com
E-mail : global@jnhfsk.com  WhatsApp: +86 18866411029
WhatsApp: +86 18866411029 Product Details
Product Details Product Details
Product Details