position: HOME > PRODUCTS > CNC Cutting Machine
 PRODUCTS
PRODUCTS Related news
Related news
2015 Hua Fei CNC company dinner
How to choose a suitable welding positioner?
How to maintain the welding positioner?
Rescue measures for CNC cutting machine with large cutting error
How to protect a welding positioner?
How to purchase a good welding positioner?
Maintenance method of special welding chuck for positioner
How much do you know about the classification of the welding rotators?
Structure Types of Welding positioners
The 8 principles for choosing a welding positioner
Common fault problems and solutions of welding positioner


 Advantages:High cutting accuracy, intuitive and concise display interface, automatic demonstration of altitude tracking trajectory, multiple cutting program memory, fixed angle, and variable angle bevelling cutting.
Advantages:High cutting accuracy, intuitive and concise display interface, automatic demonstration of altitude tracking trajectory, multiple cutting program memory, fixed angle, and variable angle bevelling cutting.
 Scope of Application:Cutting processing of pipeline structural parts in construction, chemical industry, shipbuilding, mechanical engineering, metallurgy, electric power, and other industries.
Scope of Application:Cutting processing of pipeline structural parts in construction, chemical industry, shipbuilding, mechanical engineering, metallurgy, electric power, and other industries.
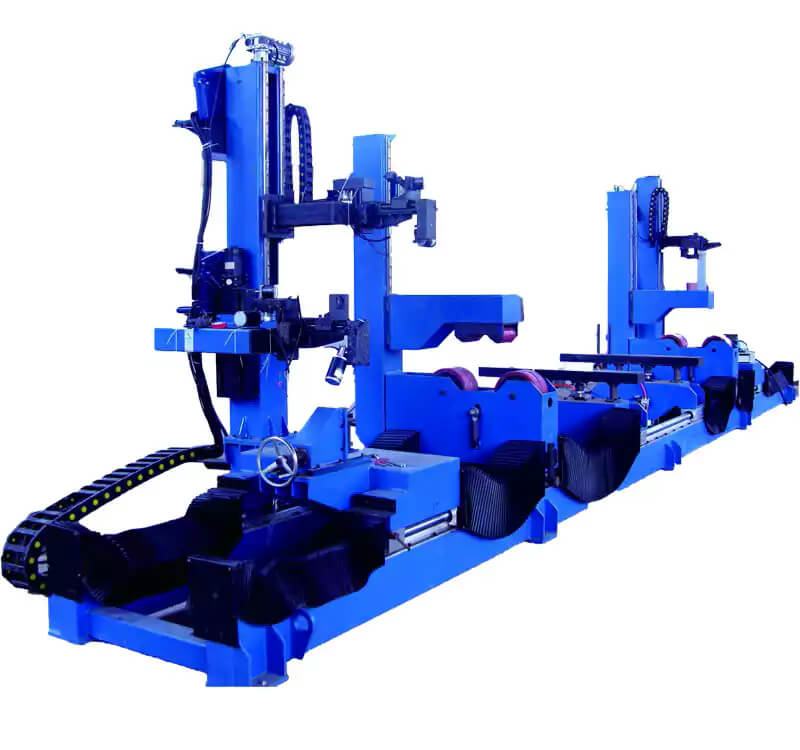
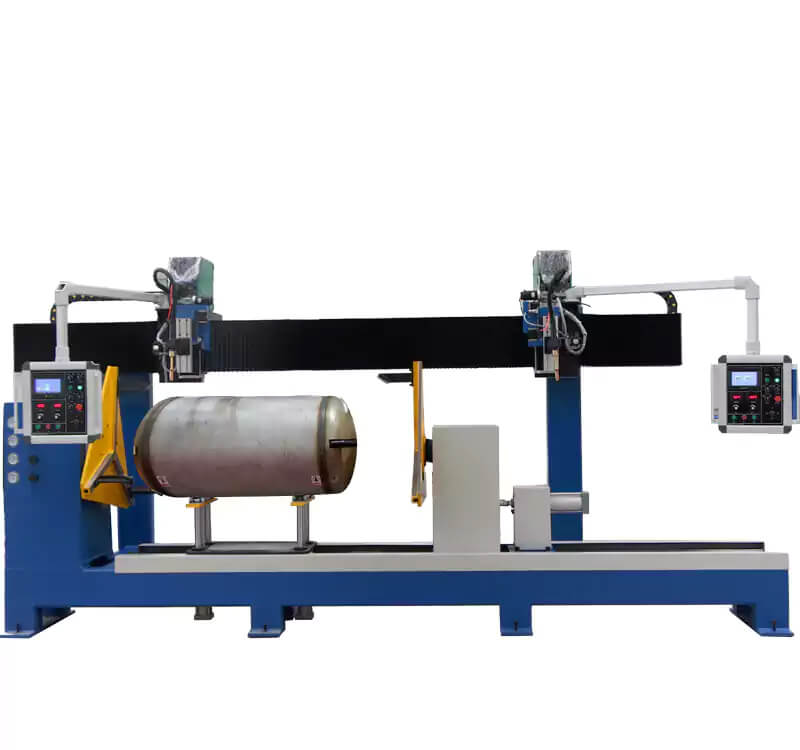
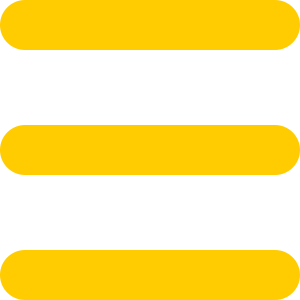
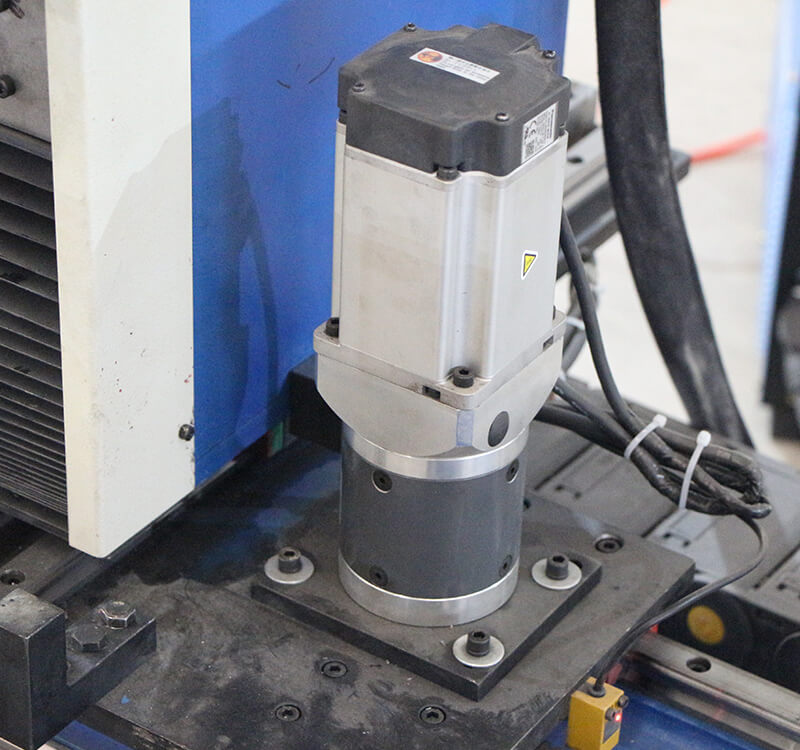
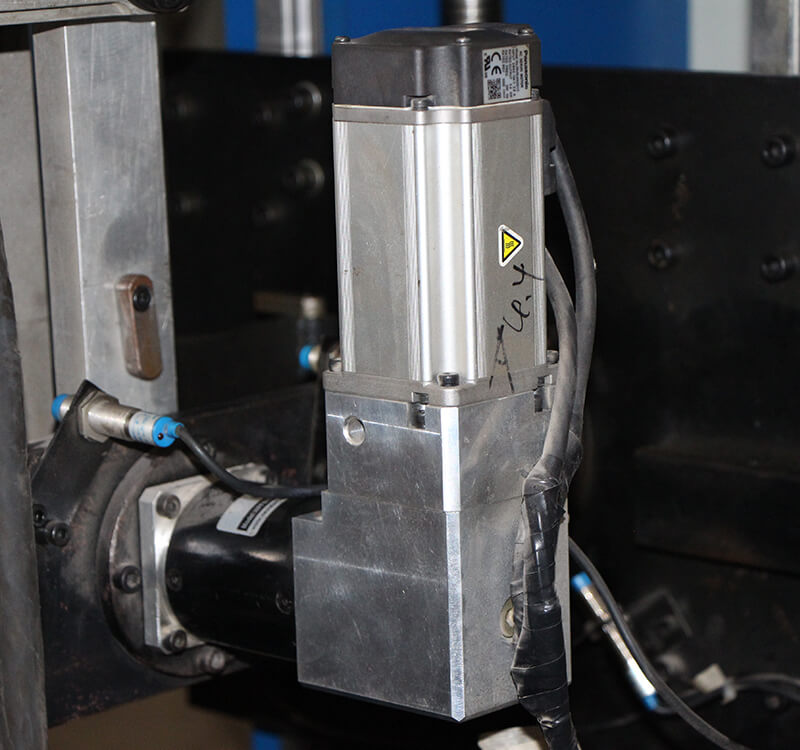
 Brief Intro:CNC plasma pipe profile cutting and beveling machine is controlled by computer and driven by an AC servo motor or stepping motor, which is suitable for cutting large diameter pipes.
Brief Intro:CNC plasma pipe profile cutting and beveling machine is controlled by computer and driven by an AC servo motor or stepping motor, which is suitable for cutting large diameter pipes.






The price of the machine will be different due to factors such as parameters and configuration. For specific prices, please contact our sales staff. He will help you choose the appropriate parameters and configurations and will give you a quotation.
Product introduction:
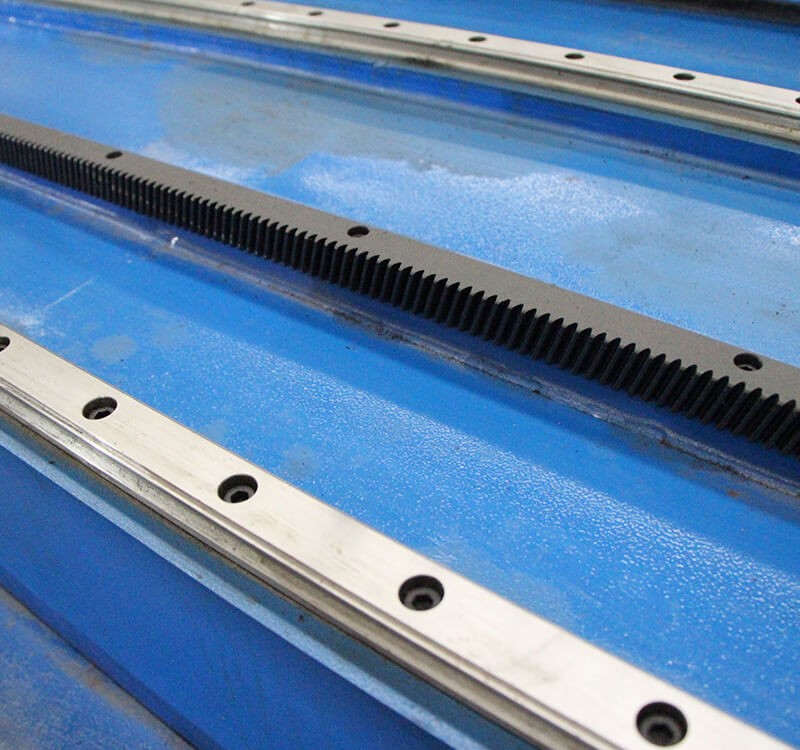
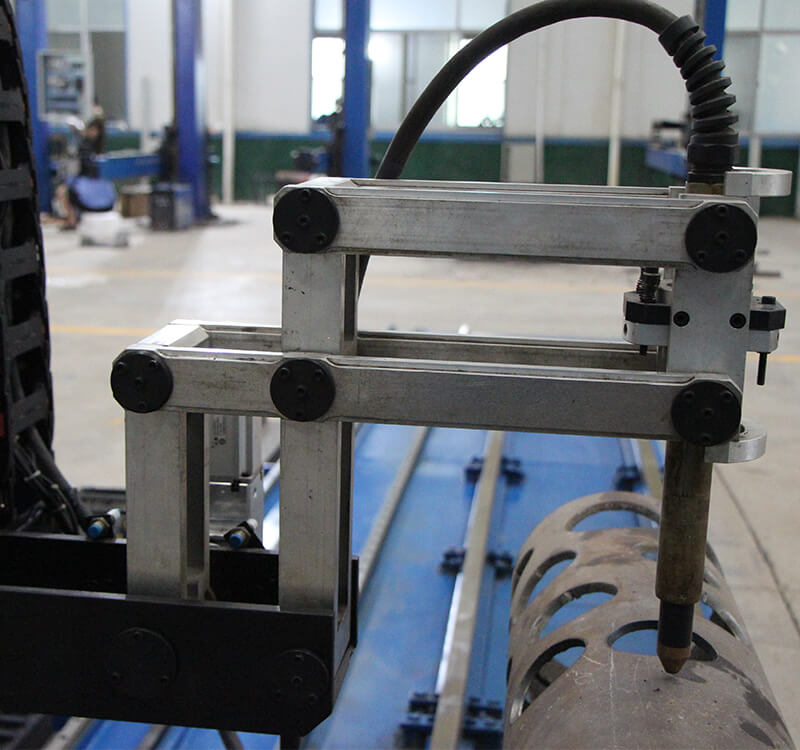
The CNC plasma pipe profile cutting and beveling machine is a horizontal structure. The cut steel pipe is suspended on a pipe supporting device. The supporting device is composed of two sets of rollers of different sizes to adapt to the change of the diameter of the steel pipe. After the steel pipe is placed on the equipment, the steel pipe is clamped on the three-jaw linkage self-centering chuck through the cooperation of the workpiece clamping mechanism. The user edits and generates cutting data onto the cutting software, and then the CNC system controls each mechanism to accurately and efficiently cutting according to the cutting data.

Advantage
1. The CNC cutting machine for the air duct is simple and elegant.
2. The cutting system adopts a pneumatic floating height-adjusting device, which is particularly excellent when cutting steel plates with a thickness of less than 5mm. Fundamentally solved the problem of guns caused by high-speed cutting.
3. The frame is welded with steel pipe and treated with aging, vibration to remove internal stress and has good stability.
4. For all kinds of sheet metal blanking, especially the duct sheet metal cutting, the cutting accuracy reaches the excellent index. If equipped with the American Hypertherm plasma power supply, it can reach the lower limit of laser cutting accuracy.
5. The cutting port is small, neat, and there is no crossing phenomenon, avoiding the second trimming process.
6. Suitable for metal plates such as iron plate, aluminum plate, galvanized plate, stainless steel plate, titanium gold plate, etc.
7. Fast cutting speed, high precision, and low cost. A set of plasma nozzle electrodes costs only one dollar.
8. The CNC system has a high configuration, automatic arc starting, stable performance, and the success rate of arc starting is more than 99%.
9. Special software for air duct unfolding and cutting is provided at random, without complicated drawing and calculation. Simply select the corresponding duct type and enter simple parameters to automatically generate a machining program for cutting.
Features:
1. A plurality of cylindrical intersecting line holes with different directions and different diameters can be cut on the main pipe to meet the conditions of eccentric and non-eccentric orthogonal and oblique intersections of the branch pipe axis and the main pipe axis.
2. The end of the intersecting line can be cut at the end of the branch pipe to meet the conditions of the eccentric and non-eccentric vertical intersection and the oblique intersection of the branch pipe axis and the main pipe axis.
3. The beveled end face can be cut at the end of the round tube.
4. It can cut and weld the elbows on the round pipe, and the two sides of the "Xiaomijie" are obliquely cut.
5. It can cut the end of the intersecting line of the branch pipe that intersects the ring main pipe.
6. It can cut a square hole, waist hole, and ellipse hole in the middle of the round tube (a square hole and waist hole can be rounded).
7. The steel pipe can be cut off.
8. Can groove the pipe end.
9. It can make two-way and three-way pipe joints.
Technical parameters:
| Product Model | QGVI-500 | QGVI-B500 |
| Number of CNC Control Axis | Three Axis and Two Linkages | Five Axis and Four Linkages |
| Spindle rotation (axis code A) | Free Rotation | |
| Move The Torch Left and Right (axle code X) | Optional (depending on pipe length) | |
| Move The Torch up and Down (axle code Z) | ≤210mm | ≤300mm |
| The Cutting Torch Swings Left and Right (axle code U) | / | ±60° |
| Swing Before and After Cutting Torch (axle code V) | / | ±60° |
| Cutting Diameter | 50-500mm | |
| Cutting Pipe Length | 500-12000mm | |
| Flame Cutting Tube Thickness | 5-50mm | |
| Plasma Cutting Tube Thickness | According to The Selected Plasma Power Supply | |
| Cutting Speed | 50-1500mm/min | |
| Moving Speed | 6000mm/min | |
| Motion Accuracy | ±0.2 | |




24-hour consultation telephone
 +86 18866411029
+86 18866411029
 global@jnhfsk.com
global@jnhfsk.com
 No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China







 Wechat inquiry
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
 Service hotline:+86 18866411029
Service hotline:+86 18866411029
 Key classification
Key classification

 Quote Online
Quote Online Tel : +86 18866411029
Tel : +86 18866411029 E-mail : global@jnhfsk.com
E-mail : global@jnhfsk.com  WhatsApp: +86 18866411029
WhatsApp: +86 18866411029 Product Details
Product Details Product Details
Product Details