position: HOME > PRODUCTS > Overlay Welding Machine
 PRODUCTS
PRODUCTS Related news
Related news
2015 Hua Fei CNC company dinner
How to choose a suitable welding positioner?
How to maintain the welding positioner?
Rescue measures for CNC cutting machine with large cutting error
How to protect a welding positioner?
How to purchase a good welding positioner?
Maintenance method of special welding chuck for positioner
How much do you know about the classification of the welding rotators?
Structure Types of Welding positioners
The 8 principles for choosing a welding positioner
Common fault problems and solutions of welding positioner



 Advantages:high degree of automation, high welding efficiency, small footprint, convenient maintenance, and power saving.
Advantages:high degree of automation, high welding efficiency, small footprint, convenient maintenance, and power saving.
 Scope of Application:It is widely used for surfacing repair of rolls, continuous casting rolls and squeeze rolls in surfacing steel plants and cement plants.
Scope of Application:It is widely used for surfacing repair of rolls, continuous casting rolls and squeeze rolls in surfacing steel plants and cement plants.
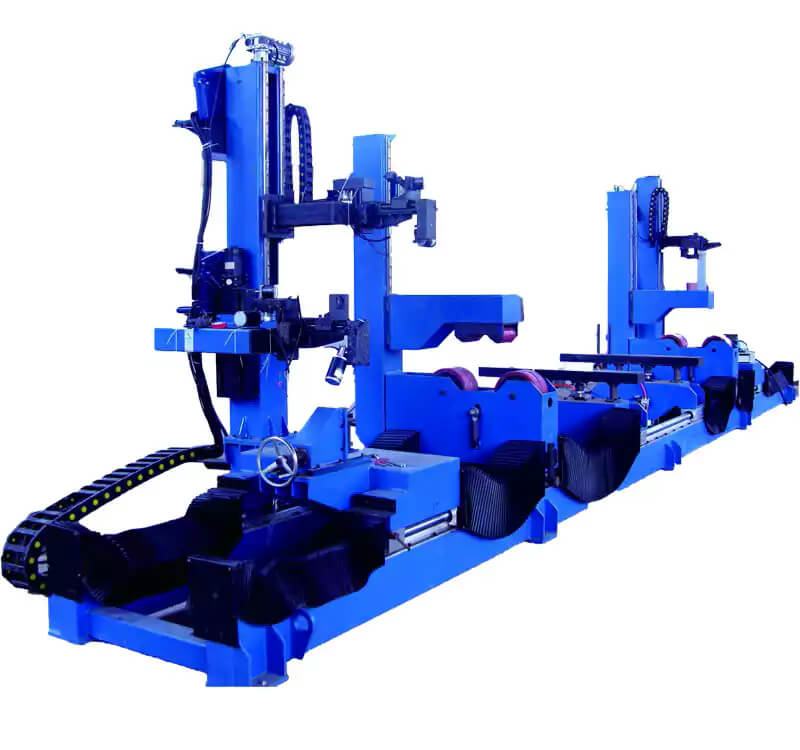
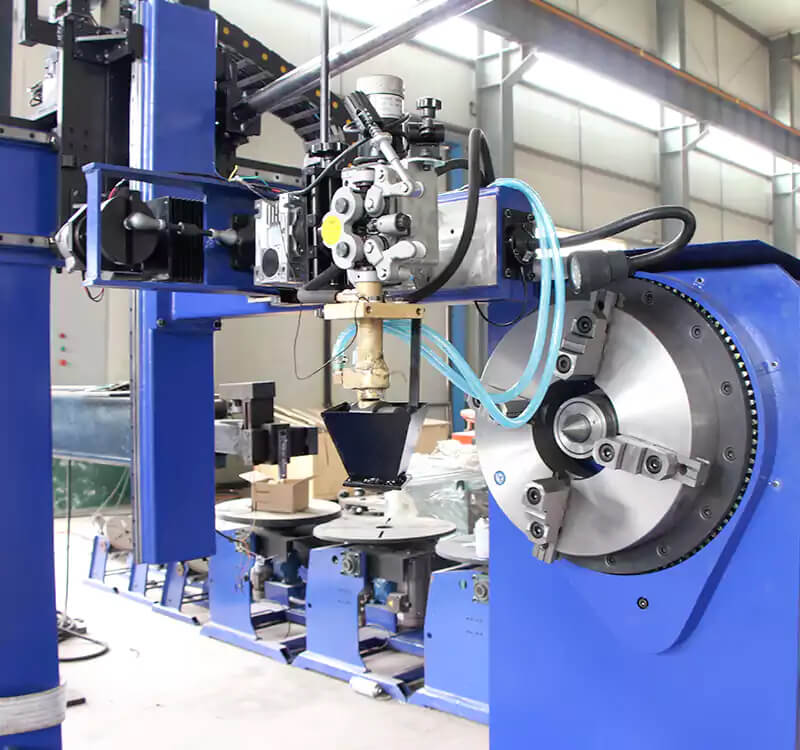
 Brief Intro:Automatic roll welding equipment can be used for surfacing welding on the wear surface of rolls, surfacing of rolls or workpieces, wear-resistant, corrosion-resistant, other alloy materials, or repairing worn-out rolls.
Brief Intro:Automatic roll welding equipment can be used for surfacing welding on the wear surface of rolls, surfacing of rolls or workpieces, wear-resistant, corrosion-resistant, other alloy materials, or repairing worn-out rolls.






Product introduction:
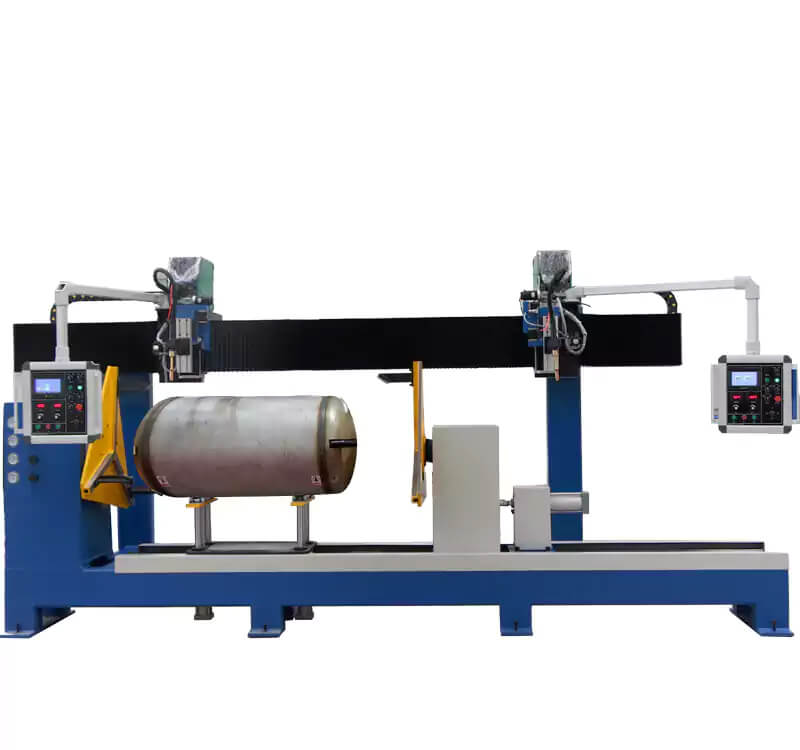
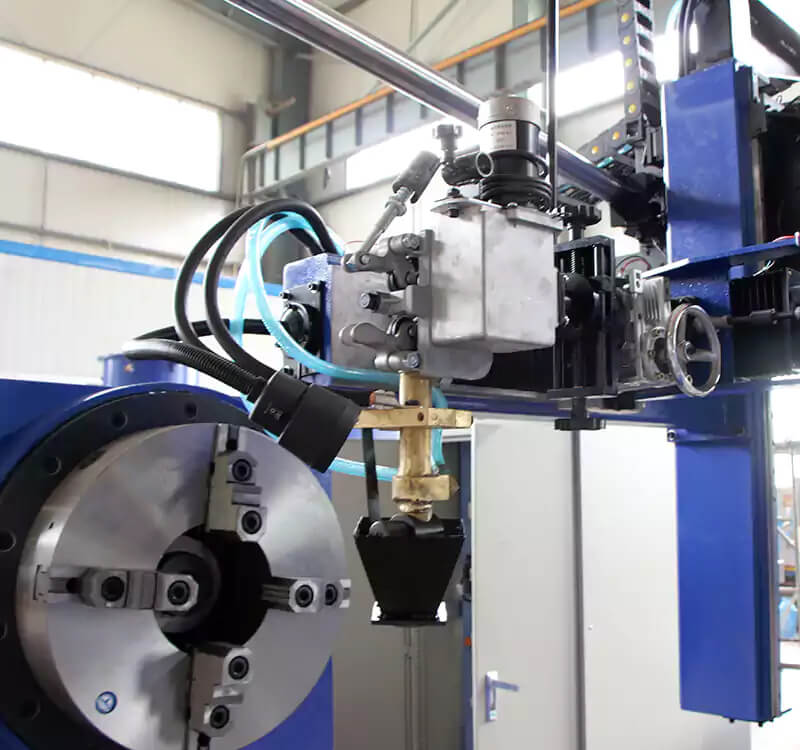
The double-head (multi-head) roll surfacing welding machine is mainly used for various types of continuous casting and continuous rolls, hot rolls, hot and cold back-up rolls, non-ferrous metal rolls, preliminary rolls, stand rolls, and other rollers in the steel industry. The welding method adopts submerged arc automatic welding.
overlying welding technology description:
 roll surfacing welding machine")
Technical Process:
Roller rough machining → Ultrasonic crack detection → Preheat → Automatic submerged arc overlaying (keep heat) → Thermal treatment after overlaying → Roller surface finish machining → Hardness measurement on layers → Ultrasonic crack detection → Qualified and stored.
Rollers works in high temperature and alternating loaded hostile working environment is needed to be good at hot strength, heat
fatigue resistance and wear-resisting.
While surfacing, the roller should be proceeded to preheat and cooling slowly then thermally treated, in this way, the roller can be easily
proceeded and improved usability.
Submerged arc welding wire and flux: wire diameter Ф4mm or flux-core wire Ф3.2mm; sintered flux SJ107 or SJ108.
Submerged arc welding equipment: MZ-1000 submerged arc welding machine, electric heating furnace (annealing), and electric
thermal insulation furnace, triple torch automatic welding machine, flux recycle system.
Features:
save costs and a good economy. When the substrate of the workpiece is made of ordinary materials and the surface is covered with a high alloy surfacing layer, not only the manufacturing cost is reduced, but also a lot of precious metals are saved.
Configuration form:
According to the requirements of the buyer on the welding and the condition of the workpiece, the equipment is configured as follows:
| DHG1100 * 8000 Double-head roll surfacing welding machine | 1 Set |
| Shandong Aotai MZ-1000 Submerged Arc Welding Power Supply | 2 Sets |
Dedicated overlay welding head | 2 Sets |
| Dedicated water-cooled welding torch and water-cooled system | 2 Sets |
| Welding Oscillator | 2 Sets |
| Automatic flux recovery and conveying system | 2 Sets |
Gas heating insulation cover | 1 Set |
| Welding cable assembly (including towline) | 1 Set |
Electrical control system | 1 Set |
Technical Parameters:
| Name | Parameters |
| Workpiece weight | ≤18000kg |
| Adapt to the maximum length of the largest workpiece | 8000mm |
| Adapt to the largest roll diameter | 1100mm |
| Adapt to the maximum length of the roller body | According to user requirements |
| Spindle speed | 0.06-1.2r/min(Stepless frequency conversion) |
| Welding gun horizontal moving speed | 0.1—4000mm/min(Stepless pulse servo speed regulation) |
| Torch return speed | 4000mm/min |
| Welding gun vertical adjustment (electric) | 500mm |
| Fine adjustment of welding torch | ±50mm |
| Working distance between two welding torches | 400mm |




24-hour consultation telephone
 +86 18866411029
+86 18866411029
 global@jnhfsk.com
global@jnhfsk.com
 No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China







 Wechat inquiry
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
 Service hotline:+86 18866411029
Service hotline:+86 18866411029
 Key classification
Key classification

 Quote Online
Quote Online Tel : +86 18866411029
Tel : +86 18866411029 E-mail : global@jnhfsk.com
E-mail : global@jnhfsk.com  WhatsApp: +86 18866411029
WhatsApp: +86 18866411029 Product Details
Product Details Product Details
Product Details